
Grand Island, NY

The Grand Island site is located just over ten miles from Buffalo, NY and a few minutes from the spectacular Niagara Falls. Buffalo is in the Western New York region of the northeast U.S. The Grand Island plant has been under Fresenius Kabi ownership for the last 12 years. Only recently, Fresenius Kabi has invested more than $ 200 million in its Grand Island plant to extend its overall manufacturing capacity.
The site currently holds the capacity of more than 200 million units anually, embodying the company‘s commitment to „caring for life“ with each patient dose.
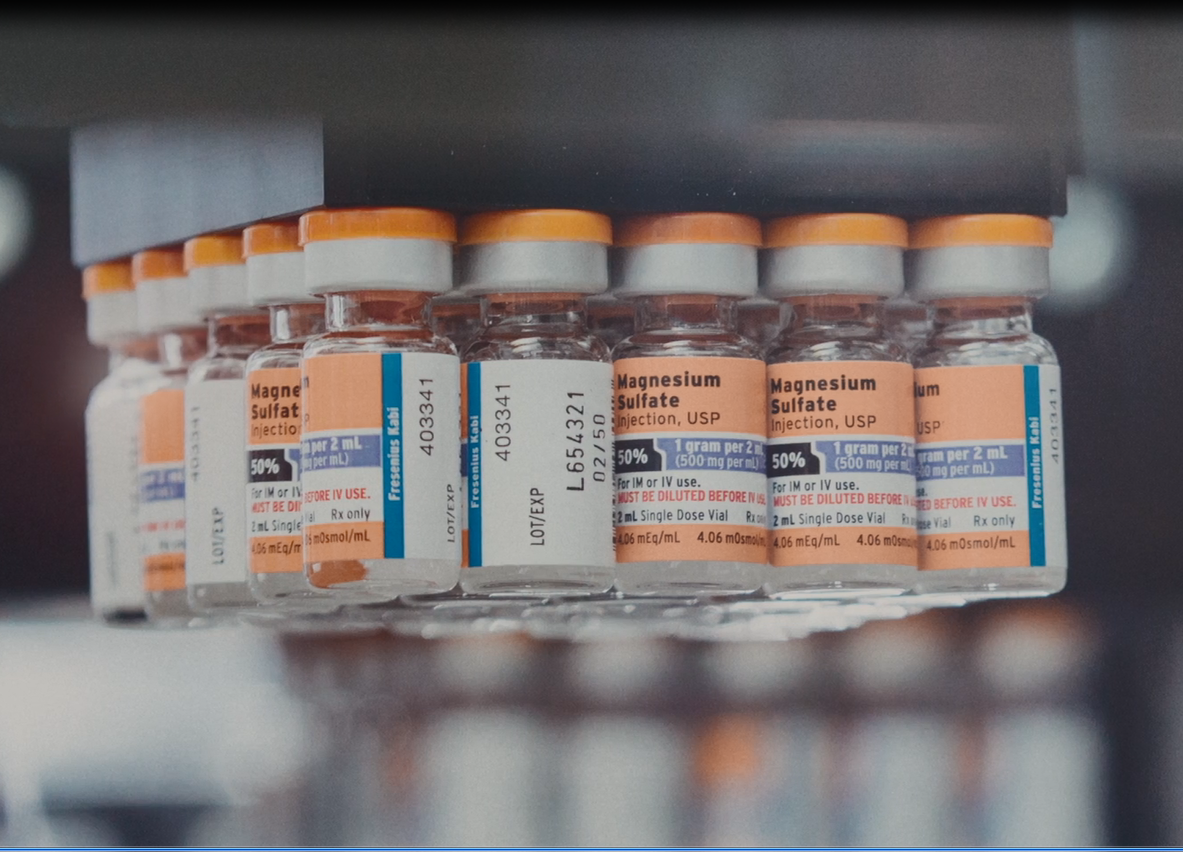
At this time, the main markets are the U.S. and Canada with projects to expand to the European market ongoing. The vials shipped from here include both plastic and glass containers and range in size from as small as 2 mL to as large as 200 mL. The site’s products include mostly critical care and anesthetic and analgesic medications.

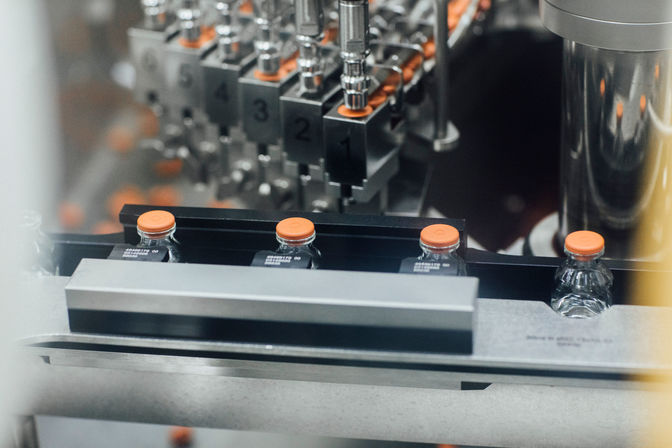

Today, the plant consists of two production facilities that manufacture IV drugs and one newly developed production facility that is dedicated to monobactam products.
The site‘s production facilities hold approx. 300.000 ft2 including for advanced technologies with restricted access barrier systems, handling and filling of controlled substances, and a dedicated area for monobactams.
Lastly, the fully automated monobactam facility in development contains 19,000 ft2 (1,765 m2) of manufacturing space with one lyophilization line and isolator technology.
As can be seen, the site can offer significant capability for customers when it comes to sterile diluents and lyophilization. The site has also invested in the infrastructure and processes needed for controlled substance production and logistics.
With a cross-functional team of more than 800 employees across five shifts, the plant is constantly improving and advancing. Examples include the addition of larger formulation tanks to scale up batch size, automatic cleaning processes for equipment, in-line depyrogenation tunnels, automated visual inspection recipes, and packaging serialization. The site has also assembled a team which continues improvements such as the planned implementation of an electronic batch records aid in the batch release process occurring at the highest level of compliance.
We are committed to sustainable production, which is evidenced by all three U.S. plants obtaining the ISO 14001:2015 Environmental Management Certificate in 2020. The Grand Island site is targeting achievement of the ISO 50001:2018 Energy Management Certification in the near future as well.
The Grand Island team’s collaboration and passion are vital to the product launch process. We embrace the opportunity to learn and grow our technical capabilities together and look forward to partnering with you for your contract manufacturing needs!